在線客服1號
在線客服1號

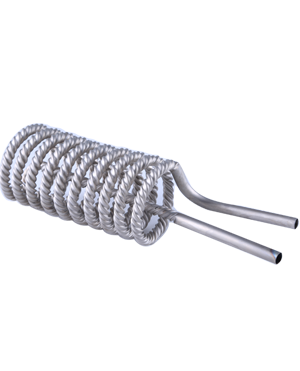
二氧化鉛鈦陽極
應用領域
-電鍍、冶煉、生活污水處理、過硫酸鹽生產、含酚廢水褪色處理、
油田廢水、印染廢水、氨氮廢水 等領域.
特點
-析氧電位 ≥1.70v,具有極強的氧化性。
-電流效率高,在低電流密度下,與銥鉭陽極能耗相當。在電流密
度大于500A/m2時,能耗比銥鉭槽電壓高0.2v左右。
-具有雙鍍層立體結構,鍍層具有很好的結合力。
-屬于不溶性陽極,耐腐蝕。
-陽極鍍層損壞后,基體可以重復使用。
-成本低,工作壽命長,性價比高。
為了獲得補焊質量良好的鈦管鑄件,在補焊過程中應注意以下幾點:
(1)補焊的鑄件表面一定要清治干燥,鑄件在裝入焊箱前不允許用手直接觸摸。
(2)在補焊鈦管過程嚴防鎢電極與補焊件短路,導致鎢電極折斷,造成焊點的鎢夾雜。
(3)當補焊區域的面積和深度比較大時,應分多次遠層焊接,而且要待前一層焊層完全冷卻后才能進行下一層的焊接,絕對不允許—次焊成,以防鑄件變形。
(4)在補焊快結束時,應逐漸減小電流,縮小熔區。因此建議采用脈沖電流,以防急劇斷弧,導致出現裂紋。
(5)補焊結束后應讓鑄件在箱內冷卻一段時間后再開箱取出鑄件,以防急冷導致鑄件焊區出現裂紋或變形;冷卻時間長短取決于鑄件的壁厚,通常在15-30mm。
(6)鈦管鑄件補焊后,應及時退火或熱等靜壓,不宜擱置太長時間,通常不超過5天。
(7)補焊的次數不能超過有關技術文件的規定。
要求鈦管廠家補焊鈦管的環境不能有流動的空氣,其他方面與在焊箱中的補焊一樣。但應特別注意:
(1)補焊的區域不能太大,補焊過程氮氣的流量應大些,中間不能停氣;
(2)補焊完后,應繼續通氮氣保護,直至該區域冷卻為止;
(3)對于一些特殊的鑄件,如復雜的薄壁鑄件,為了防止補焊區的背面氧化,可對其背面吹送氬氣,直至鑄件冷卻為止;
(4)要求補焊操作人員具有較高的技術水平。免責聲明:以上內容轉載自鈦之家,所發內容不代表本平臺立場。